
 咨询热线:
咨询热线:
022-69319999
咨询热线:
022-69319999




在管材市场中,高频焊管、埋弧焊管、电阻焊管等品类各有特性,其性能差异对应用场景适配性存在较大影响。掌握不同焊管的核心性能区别,可为基建、制造等行业选型提供参考。
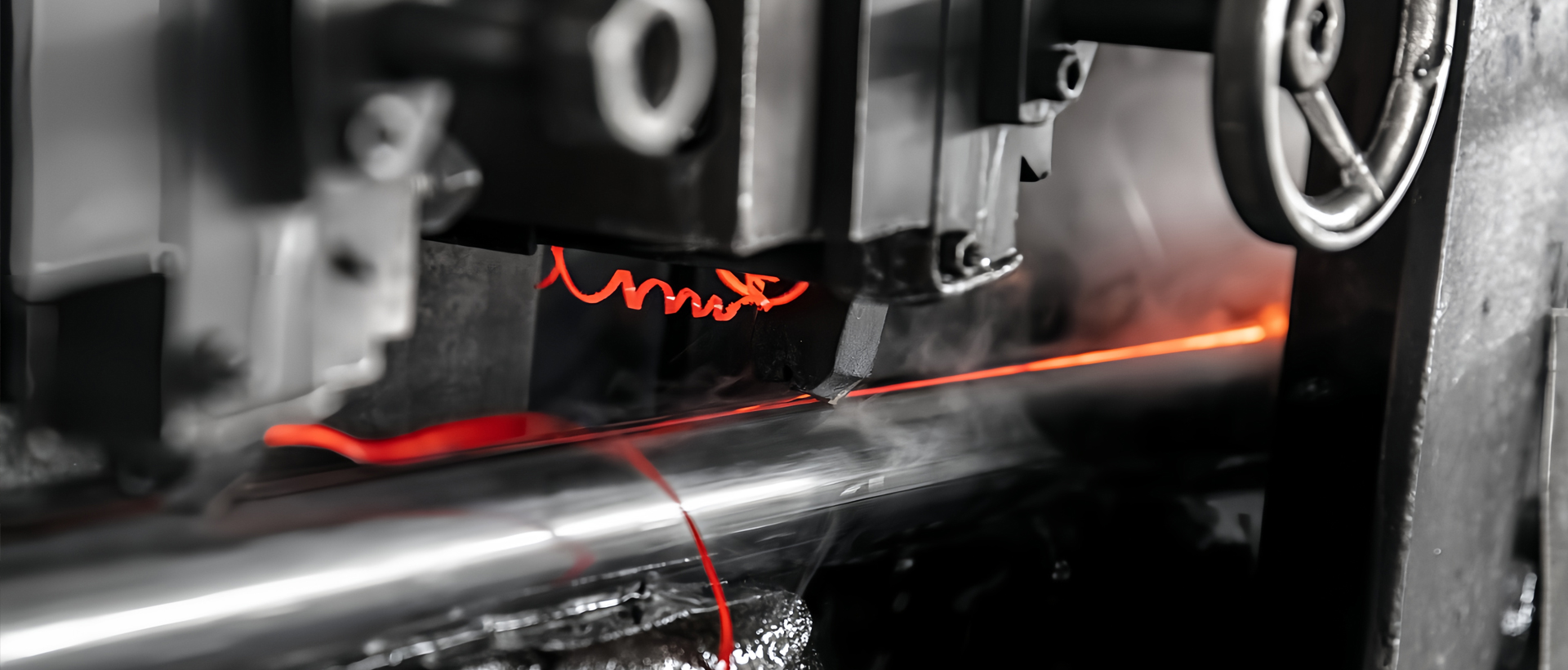
从焊接工艺与效率来看,高频焊管具备自身特点。它采用高频感应电流加热管材边缘,无需填充焊丝,焊接速度可达 10-30 米 / 分钟,生产效率较高,适合大批量生产;且焊缝窄、热影响区较小(仅 2-5mm),管材变形量较低。埋弧焊管依赖焊丝填充,焊缝结构较为密实,生产节奏相对平缓,更适合大口径厚壁管材生产;电阻焊管焊接温度相对较低,焊缝成型特点与工艺条件相关。
力学性能方面,各品类有不同适用范围。高频焊管焊缝经过在线热处理,抗拉强度可达 400-600MPa,延伸率≥20%,能够满足一般结构用管需求,如市政护栏、光伏支架;在厚壁管(壁厚>10mm)生产中,工艺控制要求相对更高。埋弧焊管焊缝熔深较大,可生产壁厚 20-50mm 的管材,承压表现较好,常用于输油输气管道;其焊缝余高相对明显,部分场景可根据需要进行打磨处理。电阻焊管力学性能适用于常规低压场景,抗拉强度多在 350MPa 以下,可满足农田灌溉等低压流体输送需求。
适用场景各有侧重。高频焊管因生产效率较高、尺寸控制较为稳定,外径精度可控制在 ±0.3mm,广泛应用于汽车车架、家具结构件等领域;埋弧焊管凭借高强度、厚壁适配性,常用于长输管道、桥梁桩基等工程;电阻焊管具备一定的成本优势,多用于常规低压使用场景。
综上,高频焊管适用于中薄壁、大批量、精度要求较高的场景,埋弧焊管适用于重型工程使用场景,电阻焊管适用于常规低压场景。选型时结合压力、温度、成本等综合条件,有助于选择更具性价比的产品。
手 机:022-69319999
电 话:15342003333
地 址:河北省唐山市芦台经济开发区海北镇桐城村

扫一扫·关注我们